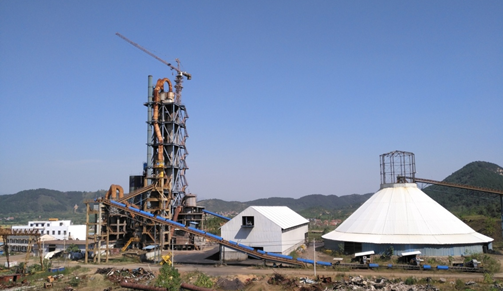
闪速磁化焙烧产业化应用 湖北凤山矿业有限公司曾经采用强磁选工艺分选黄梅铁矿,得到铁精矿品位51.84%、回收率56.87%的选矿指标,分选效果较差,资源利用率低。闪速磁化焙烧系统工程技术及装备基本成熟后,2016年,在该矿区建成60万吨/年首个闪速磁化焙烧产业化工程。在工业生产中,取得铁精矿品位TFe57.52%、SiO2含量4.76%、尾矿含铁10.71%、铁回收率90.24%的先进选矿技术指标。由于Ca、Mg、Mn以类质同相存在于铁矿物中,该精矿具有自熔性(碱度1.144),虽然精矿的铁品位偏低,但品质与鞍本地区TFe66%铁精矿相当,是优质的炼铁原料。与矿区产业化工程建设前的生产指标比较,铁精矿品位提高了5.68个百分点,尾矿品位降低了12.81个百分点,铁的回收率更是大幅度提高了33.37个百分点,资源得到了充分利用。 产业化工程概貌图 项目成果及应用前景 2016年12月11日,中国钢铁工业协会在长沙市主持召开了“难选弱磁性铁矿石闪速(流态化)磁化焙烧成套技术开发与应用”项目科技成果评价(鉴定)会。以中国工程院邱冠周院士为组长的专家组一致认为:该项成果“具有突出的原始创新性,技术指标高、生产成本低,为国内外首创,整体技术达到国际领先水平”。 以黄梅铁矿、包子铺铁矿、大西沟铁矿、大冶尾矿为例,如果采用闪速磁化焙烧技术进行开发(回收),仅资源利用率的提高,分别可以多产出610万吨、1140万吨、1220万吨、850万吨的铁精矿,增加价值200亿元以上,彰显了技术的巨大推广应用价值。与其它焙烧方法比较,闪速焙烧技术在产品品质、资源利用率、运行成本、装备大型化和建设投资等方面具有明显的优势,且不受燃料的限制,其推广应用前景十分广阔。在黄梅60万吨/年产业化工程的示范和带动下,我国难选铁矿石可以得到高效开发、流失至尾矿的铁资源可以得到高效回收,有望开创我国难选铁矿石开发利用的新局面。